Detail
A leading paper production facility required a reliable, high-capacity gas combustion system for its 44 t/h water-tube steam boiler.
The main objective was to ensure stable and efficient steam generation for continuous industrial operation under demanding process conditions.
Implemented Solution
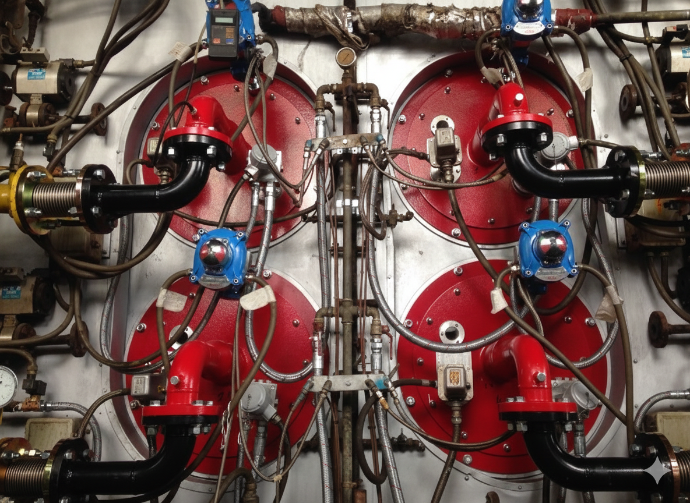
A multi-burner configuration was engineered and installed, consisting of four AMR 7 G P AC LX Atex burners, each rated at 9 MW, delivering a total installed capacity of 36 MW.
The system was customized to operate with preheated combustion air at 200°C, ensuring maximum thermal efficiency.
Key design elements included:
- ATEX-certified safety configuration for industrial environments
- Modular burner setup to ensure redundancy and performance stability
- High-temperature combustion air integration
- Advanced control and protection systems for safe operation
Results Achieved
Through optimized engineering and precise installation, the combustion system:
- Delivered stable and efficient steam output in line with production requirements
- Enhanced boiler performance through high-temperature combustion air utilization
- Improved safety compliance with ATEX-certified components and monitoring systems
Benefits Delivered
- High energy efficiency and improved heat transfer
- Increased operational reliability through burner redundancy (4 × 9 MW)
- Safe compliance with industrial safety regulations
- Flexible operation and improved uptime for continuous manufacturing
Burners Installed

WOULD YOU LIKE TO KNOW MORE?
If you need further information, samples, a quote or advice for a project, please fill out the form below and we would be happy to help.