
Detail
A major oil field in China required a high-capacity, highly reliable gas combustion system for a 50 t/h water-tube steam boiler.
Due to continuous 24/7 production operations, the objective was to ensure uninterrupted steam supply, stable performance, and safe operation under demanding field conditions.
Implemented Solution
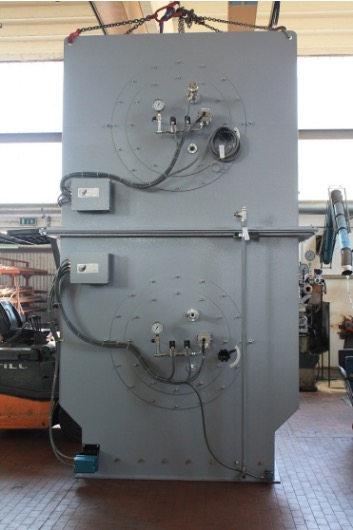
The selected solution was the AMR 11 GN EM burner, featuring a single-body, dual-head configuration with a total thermal output of 58 MW.
This design was engineered to deliver very high steam demand within a compact and rugged structure suitable for oil field environments.
Key technical features:
- Single-body burner with two independent heads, total 58 MW
- Heavy-duty construction suitable for harsh field conditions
- Optimized combustion for water-tube boiler applications
- Advanced safety and control systems
- High-efficiency air–gas ratio management
Results Achieved
Following installation and commissioning, the burner system successfully:
- Delivered stable and continuous steam for oil field processing
- Improved energy efficiency and reduced operational costs
- Ensured operational flexibility through dual-head load sharing
- Provided reliable heating for critical petroleum extraction processes
Benefits Delivered
- Long-lasting, heavy-duty combustion system designed for field conditions
- High steam generation capacity with 58 MW total output
- Reduced downtime risk thanks to dual-head configuration
- Low-emission performance in line with environmental standards
- High operational reliability for 24/7 oil field activities
Burners Installed

WOULD YOU LIKE TO KNOW MORE?
If you need further information, samples, a quote or advice for a project, please fill out the form below and we would be happy to help.